最近,測量攻城獅持續(xù)收到關(guān)于影像測量儀器(以下簡稱OMM)能否實現(xiàn)真正的全自動檢測的咨詢與研討,這是一個困擾測量界多年的難題,也是眾多OMM廠家亟待解決的問題。使用底光源自動檢測通孔尺寸,使用表面光源自動檢測盲孔或表面特征尺寸,部分表面特征不明顯需要同軸光源輔助實現(xiàn)自動檢測。平面度、高度尺寸使用鏡頭自動對焦或使用鐳射激光自動檢測。經(jīng)過以上光源搭配依然無法實現(xiàn)自動檢測(比如表面為黑色的產(chǎn)品),可能需要增加升降燈輔助側(cè)光源實現(xiàn)自動測量,側(cè)孔尺寸使用接觸式探頭星型測針自動測量,也就是現(xiàn)在市面上的復(fù)合式多功能OMM。但是,當(dāng)我們把測量程序光源調(diào)整到理想狀態(tài)后,針對不同批次的產(chǎn)品,其表面光亮度有輕微的明暗差異,導(dǎo)致有的產(chǎn)品曝光過度無法準(zhǔn)確抓取到輪廓邊緣,或者光源不足導(dǎo)致抓錯邊緣,特別是有多條明暗相似的邊緣,問題尤為突出。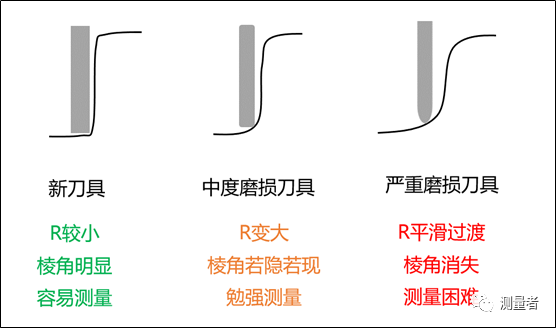
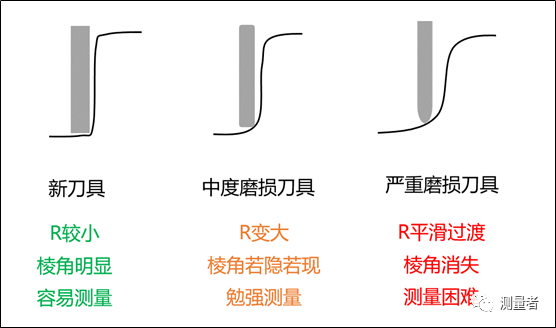
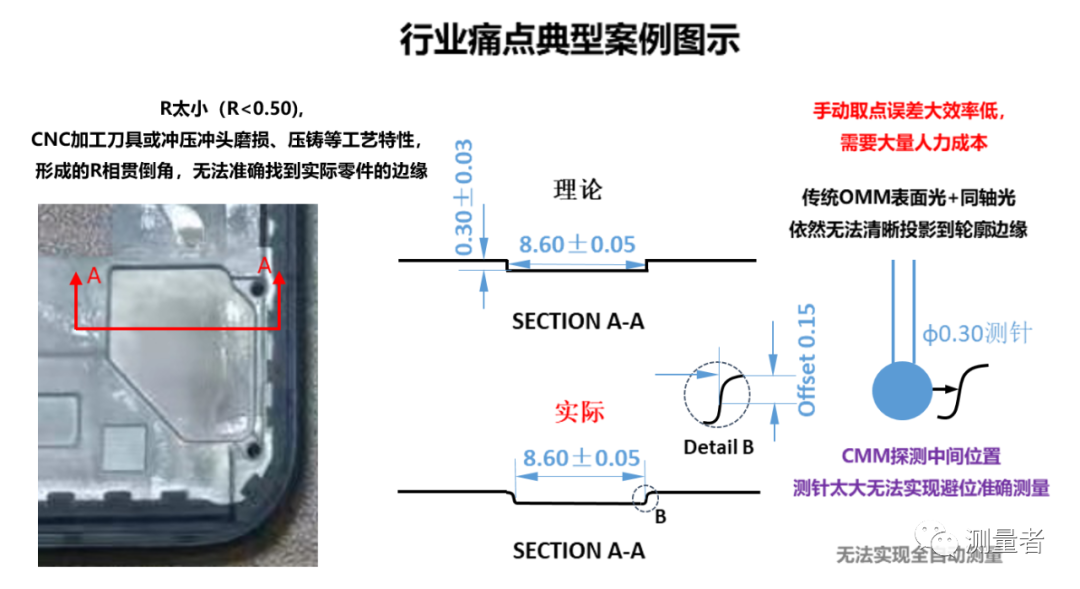
另外,還有一種狀態(tài)就是,當(dāng)我們使用編程的樣品是CNC新刀具加工獲得的,產(chǎn)品的臺階面之間的R角都非常小,被測邊線特征非常明顯,我們編程設(shè)置為自動抓取測量,但隨著刀具的磨損,CNC加工的產(chǎn)品臺階面之間的R角越來越大,導(dǎo)致特征模糊甚至消失,這個時候自動程序就無法準(zhǔn)確測量了。以上這些產(chǎn)品特點是基于實際生產(chǎn)動態(tài)變異的,其帶來的測量不穩(wěn)定性,是所有資深測量應(yīng)用行家都非常頭疼的問題,他們常常需要緊急更新修改程序光源和對焦高度作為臨時解決措施。由此我們可以總結(jié)得出動態(tài)變異的定義:加工設(shè)備在不改變參數(shù)、配件的前提下正常生產(chǎn)合格產(chǎn)品,隨著加工件數(shù)的增多所產(chǎn)生的配件磨損而導(dǎo)致的產(chǎn)品呈現(xiàn)相同趨勢的變異。動態(tài)變異我們是無法避免的,但是我們可以利用其加工工藝特點,加以運用,可以讓模具壽命更長、生產(chǎn)出更多合格的產(chǎn)品。比如我們以沖孔φ1.0±0.05為例,我們知道,隨著沖頭的磨損,沖出的孔會越來越小,并且容易產(chǎn)生卷邊倒向毛刺,那么我們在設(shè)計沖頭的時候,我們可以依據(jù)趨勢有意識的把沖頭往上公差設(shè)計,比如我們通過CAE模擬驗證,發(fā)現(xiàn)當(dāng)沖頭磨損到φ0.98時,開始出現(xiàn)輕微的卷邊毛刺,這個時候,如果我們設(shè)計是以標(biāo)準(zhǔn)的φ1.0設(shè)計沖頭,那么我們只有0.02的磨損余量,假設(shè)這個磨損過程能產(chǎn)出20K良品,如果我們把沖頭設(shè)計成φ1.01,那么我們就很有把握產(chǎn)出30K的良品了。這無形中節(jié)約了模具成本并提高了產(chǎn)能。但是我們不能無限的往上公差設(shè)計,比如我們能否直接設(shè)計到φ1.05呢?答案是否定的,因為我們還要考慮模具加工的精度及沖床能滿足的重復(fù)精度,還要考慮噸位、氣壓、排廢等等參數(shù)及機構(gòu)之間的配合,因此,我們在設(shè)計階段必須要嚴(yán)謹(jǐn)?shù)陌堰@些經(jīng)驗值附加條件考慮透徹,比如我們可以通過SPC數(shù)據(jù)統(tǒng)計分析找出數(shù)據(jù)波動的規(guī)律再設(shè)計合理的沖頭直徑。如下圖案例,手機中框內(nèi)腔臺階平面高度僅0.30±0.03,實際產(chǎn)品形成的圓弧R平滑過渡形狀,無論是接觸式CMM還是非接觸式OMM都無法實現(xiàn)自動抓取特征,站在非標(biāo)自動化的立場思考,我們可以通過線掃線激光或結(jié)構(gòu)光掃描實現(xiàn),即是把其當(dāng)成曲面輪廓度評價,但是現(xiàn)在要面對多款相似結(jié)構(gòu)的產(chǎn)品,而且這些產(chǎn)品的市場生命周期比較短暫,比如當(dāng)前國產(chǎn)手機市場一樣,型號款式每年甚至每半年就更新迭代,因此,如果每一款機型都開發(fā)非標(biāo)自動化設(shè)備,設(shè)備調(diào)試、相關(guān)性比對的時效性無法跟上產(chǎn)品的迭代速度,造成設(shè)備閑置的成本浪費,升級改造需要更改結(jié)構(gòu)及重新調(diào)試,現(xiàn)實意義不大。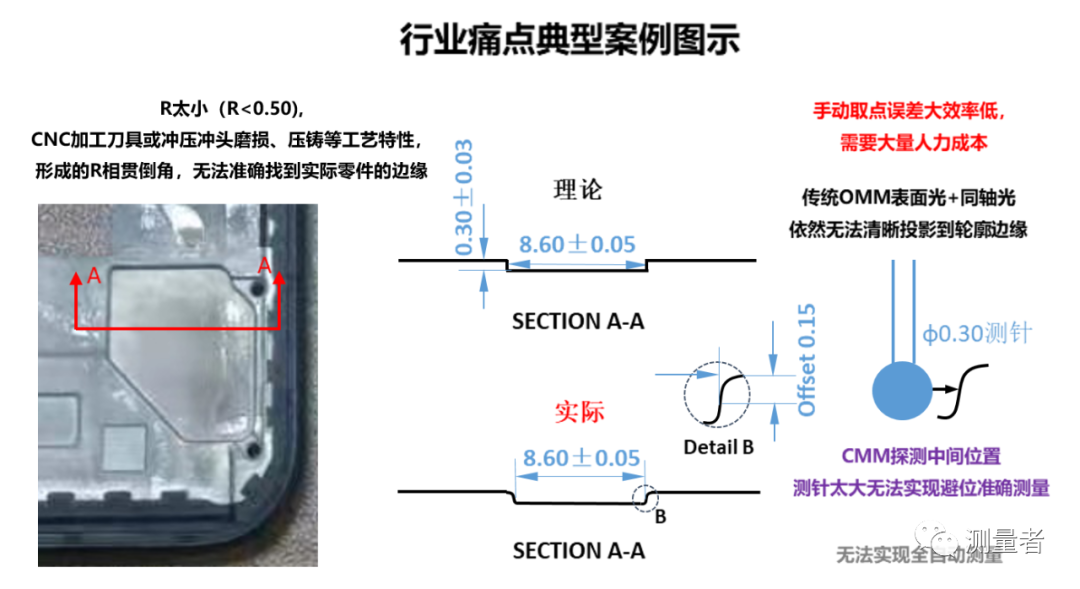
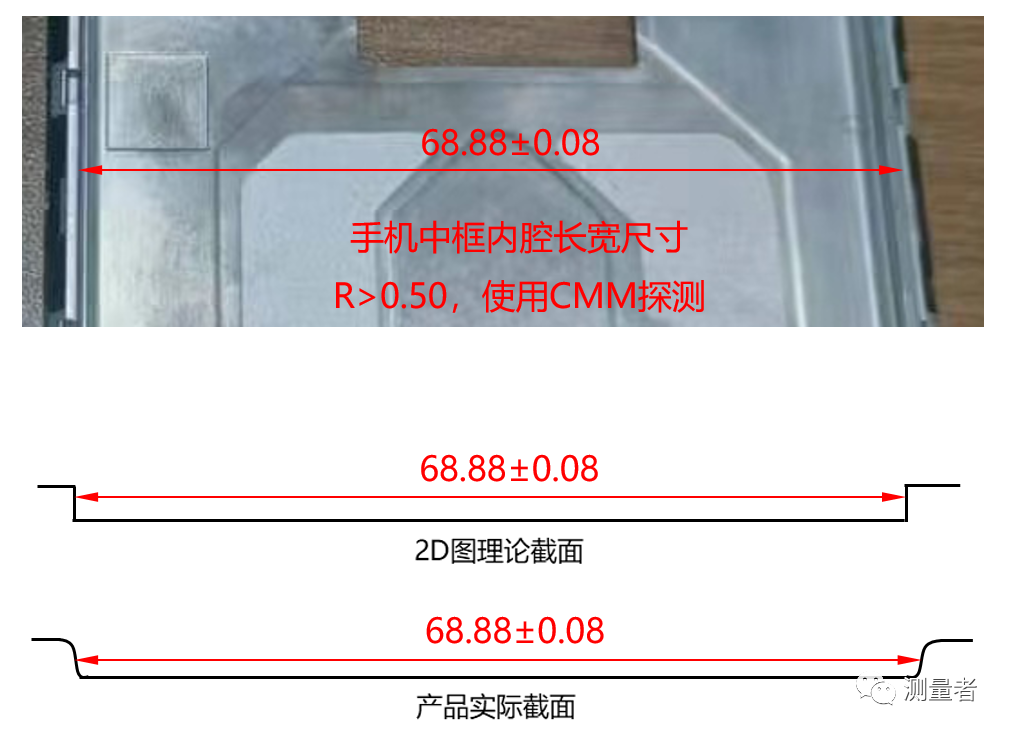
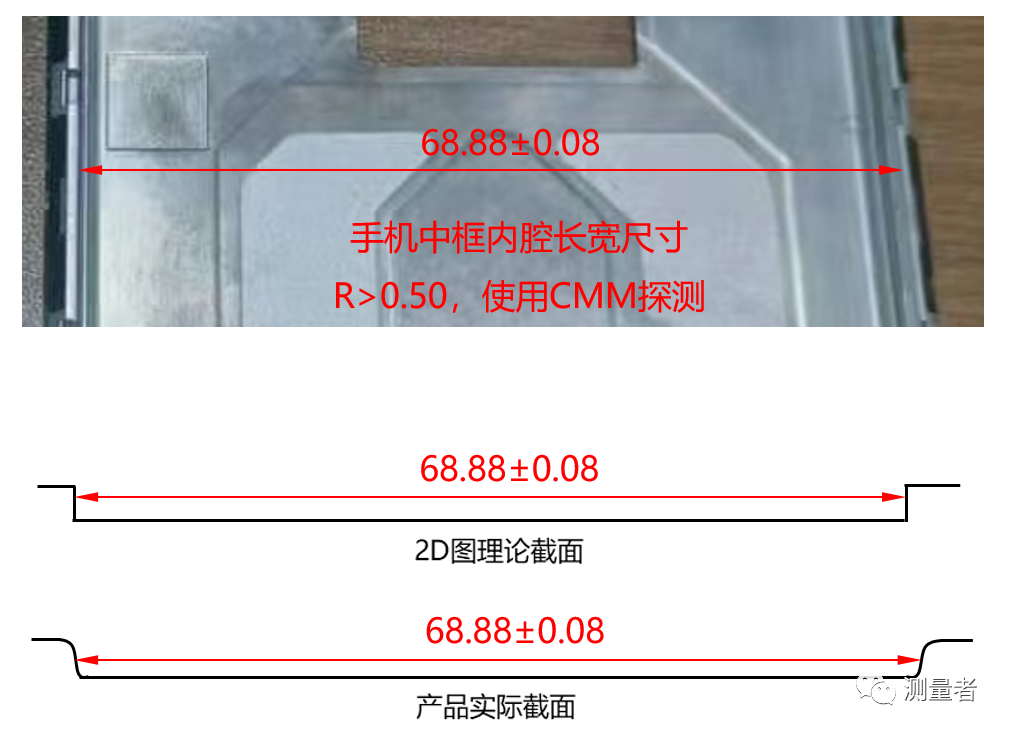
又如下圖這種手機中框內(nèi)腔長寬尺寸,隨著CNC刀具的磨損,被測特征形成了動態(tài)變異的過程,這對OMM光源提出了極大的挑戰(zhàn),迫切需要開發(fā)智能化記憶光源的功能,測量攻城獅正在異想天開這個功能的實現(xiàn)。
基于當(dāng)前行業(yè)技術(shù)斷層嚴(yán)重,人才難招,設(shè)備操作員需求量大的特點,菜鳥越來越多,資深編程工程師變得越來越稀缺,工作壓力越來越大,于是常常出現(xiàn)技不如人薪資超人的奇怪現(xiàn)象,薪資市場被嚴(yán)重擾亂,形成了依靠碰運氣的惡性循環(huán)就業(yè)環(huán)境,違背了制造業(yè)本應(yīng)是以技術(shù)興邦的務(wù)實根本。下面舉例一個最近工程品管咨詢的動態(tài)變異案例,旨在指正當(dāng)前很多測量技術(shù)員的錯誤編程習(xí)慣。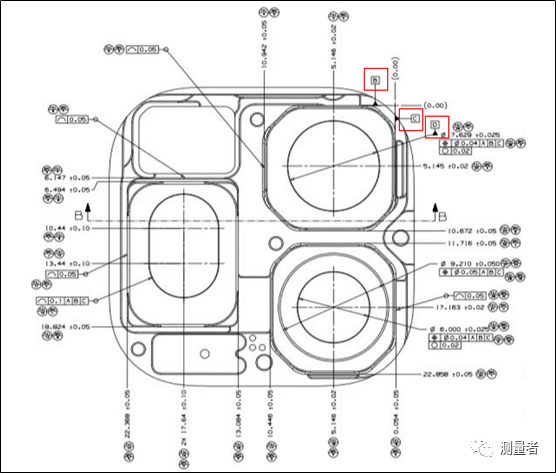
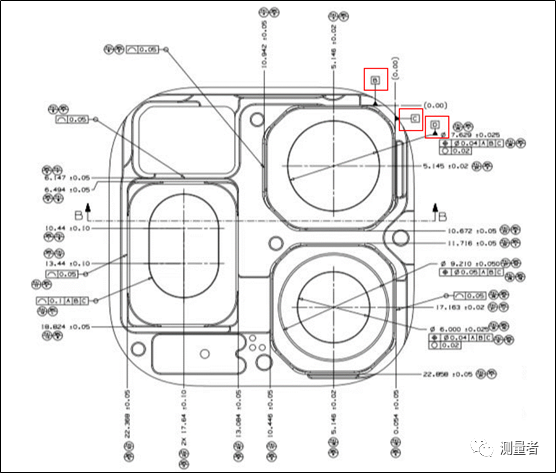
問題:“如上圖,為什么重復(fù)跑三次測量程序,距離尺寸、真圓度、位置度最大偏差達到0.02?”測量攻城獅:“首先要排除掉儀器的精度問題,儀器要在校準(zhǔn)有效期內(nèi)。”工程品管:“儀器有使用100的標(biāo)準(zhǔn)塊規(guī)校準(zhǔn)過,精度沒有問題。”測量攻城獅:“不能單純的只看100量程的精度,需要在機械坐標(biāo)系下驗證儀器80%以上量程的重復(fù)精度,比如全自動重復(fù)測量對角線性距離20次以上看極差。”工程品管:“產(chǎn)品比較小,儀器精度確認(rèn)過不會有問題的。”測量攻城獅:“好,我們姑且默認(rèn)儀器精度是OK的。從圖示看,該產(chǎn)品是CNC精加工產(chǎn)品,公差比較嚴(yán)格,出現(xiàn)0.02的重復(fù)偏差,極有可能是編程不規(guī)范造成。”工程品管:“這個程序我們確認(rèn)過的,應(yīng)該不會有問題。”測量攻城獅:“那我需要了解一下,在編程過程中這個基準(zhǔn)有沒有進行二次定點建立精基準(zhǔn)?”測量攻城獅:“如果沒有,那基本可以鎖定是基準(zhǔn)建立問題,在手動建立引導(dǎo)基準(zhǔn)后,比如按照如下圖示,分別在B和C基準(zhǔn)線上各取兩點構(gòu)造成線,然后令這兩條線相交得到交點,再將交點設(shè)置為原點,B或C線設(shè)置為補正的基準(zhǔn)軸線。因為要做精基準(zhǔn),所以不要用D基準(zhǔn)圓心做原點。”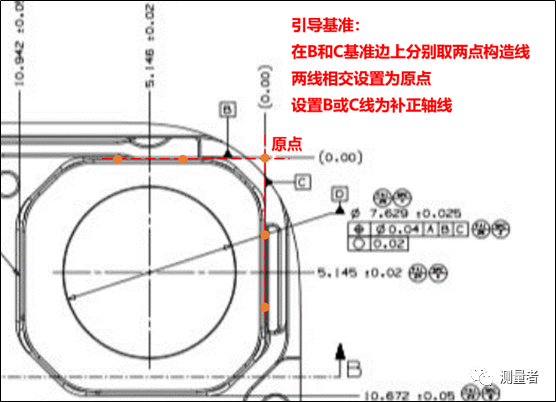
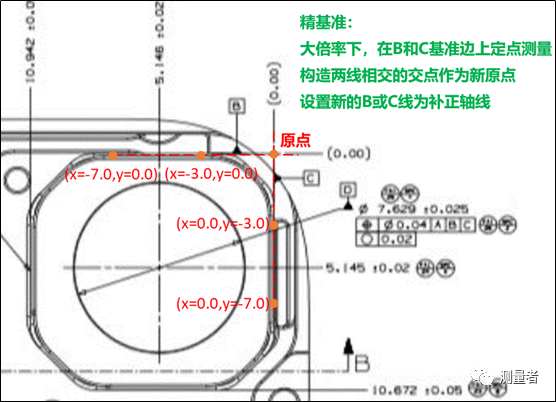
工程品管:“你這樣說,我想起來了,好似真的是編程問題,沒有做精基準(zhǔn)。”測量攻城獅:“由于產(chǎn)品比較小,并且隨著CNC刀具磨損,存在拔模角倒角的動態(tài)變異情況,因此建議把測量倍率放大到100X附近,然后以兩線交點為原點,分別偏移固定的坐標(biāo)定點測量,比如相對于測量B基準(zhǔn)線,我們鎖定Y坐標(biāo),分別偏移X=-3.0和X=-7.0在大倍率下定X坐標(biāo)獲得準(zhǔn)確的兩點再構(gòu)成基準(zhǔn)線,同理,相對于測量C基準(zhǔn)線,我們鎖定X坐標(biāo),分別偏移Y=-3.0和Y=-7.0獲得C基準(zhǔn)線,然后再重新構(gòu)建這兩線的交點作為新的原點,再重新選取最后構(gòu)建的B或C線作為基準(zhǔn)軸線,基準(zhǔn)建立完成后,再開始測試圖面上的其他尺寸,這樣誤差就可以控制在0.003附近了。在測量表面特征時,建議都在100X倍率附近測量,因為倍率太小測量誤差會增大。”
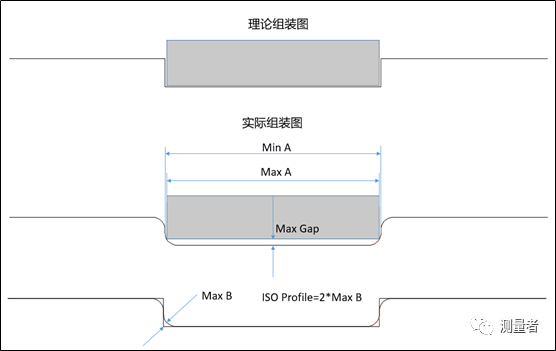
工程品管:“好的,我讓我們技術(shù)員按照這個方法修改一下程序驗證一下。”測量攻城獅:“在測量拔模角的特征時,要考慮裝配原則,盡量測底部,當(dāng)?shù)撞縍過大無法找到清晰的輪廓邊線時,最好測中間位置,避免測表面,除非拔模角很小,接近于垂直狀態(tài),并且輪廓邊線清晰可見。”通過以上案例,我們似乎無法繞開動態(tài)變異的魔咒,參照下圖邏輯,測量攻城獅建議如下:1.在設(shè)計階段,確定Max Gap允許的最大懸空高度,同時要考慮接觸面雙方的平面度公差;2.運用MMC邏輯,通過公差分析,找出符合Max Gap 狀態(tài)時Min A 和Max A的公差范圍;3.找出滿足Max Gap時R角的半徑,計算R半徑邊沿到理論直角頂尖的最大距離Max B,定義成輪廓度公差為2*Max B;4.依據(jù)設(shè)計、加工和測量等過程變差,達到Cpk所需的公差范圍,建議收30%余量。5.是否需要建議改成輪廓度管控,要評估兩臺階面之間的高度是否足夠高,比如H>1.0,有足夠不被R角覆蓋的垂直空間,有利于使用OMM投影到清晰的輪廓邊或便于CMM探測。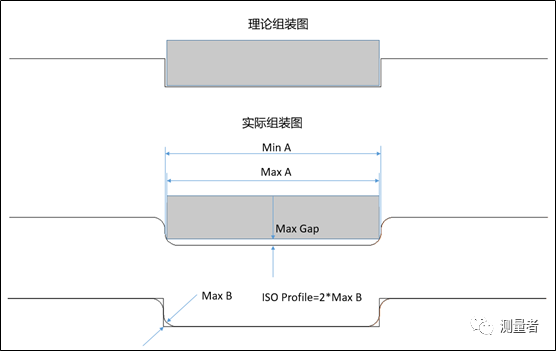
真正意義上的全自動OMM,應(yīng)該是這樣:用機械手替代人力,所有尺寸特征都可實現(xiàn)自動準(zhǔn)確抓取測量,能夠自動區(qū)分良品和不良品甚至不同規(guī)格范圍的分BIN產(chǎn)品,滿足于制造業(yè)95%以上通用零件需求。2021年6月份,測量攻城獅和行業(yè)幾位資深的應(yīng)用專家以及半導(dǎo)體芯片行業(yè)的軟硬件設(shè)計開發(fā)專家進行了長達4小時的細(xì)節(jié)研討,最終得出的結(jié)論是:在現(xiàn)有技術(shù)水準(zhǔn)基礎(chǔ)上,可實現(xiàn)人機互動保守比例為1:5,通過提速可實現(xiàn)人機互動比例1:10,也就是全自動測量的過渡方案,此方案需要從軟硬件雙向開發(fā)升級改造。2021年12月,某CNC加工代工企業(yè)接到大訂單,產(chǎn)品需要全檢出貨,單件產(chǎn)品尺寸數(shù)達100個,自動化方案無法很好解決,短時間內(nèi)需要200臺OMM及400名設(shè)備操作人員。該企業(yè)為了節(jié)約成本,OMM采用了向六七家設(shè)備供應(yīng)商租賃的方式解決,人力從普通工人中挑選,測量程序由設(shè)備租賃廠商協(xié)助完成,此方式短時間內(nèi)比如半年內(nèi)是可取的,如果是長期租賃則成本不降反增。因為租賃的設(shè)備大部分是頻繁搬遷的二手、老舊設(shè)備,存在各種維修更換配件的不穩(wěn)定因素。而且人員流動性大,誤測概率高。為此該企業(yè)老板向測量攻城獅尋求解決方案,初步方案預(yù)估利用一年的租賃成本購買50臺定制設(shè)備,效率提升4倍,人員壓縮到1/4,此方案一旦實施,預(yù)估首年可節(jié)約人力成本1000萬,次年節(jié)約設(shè)備租賃成本及人力成本2200萬。該方案符合企業(yè)省下來就是利潤的經(jīng)營理念。在追求高效自動化檢測的道路上,需要你我的共同努力與創(chuàng)新。









 客服1
客服1 